ISO 9001 ? Serve o non serve ?
Il ritornello che per una azienda prettamente commerciale la certificazione ISO 9001 non serva a niente e’ una leggenda metropolitana tra le piu’ diffuse.
Cosi si pensava anche in GENESI !
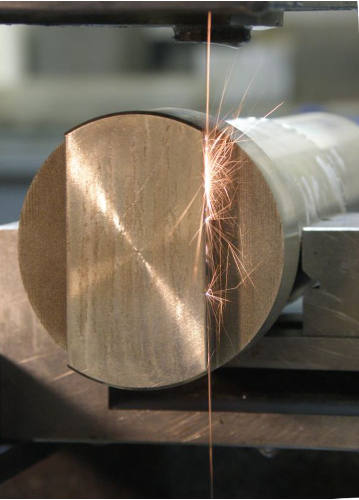
Ok, un produttore certifica che la propria modalita’ per realizzare un prodotto, specie se complesso e ad alta tecnologia, segue una serie di regole e procedimenti tecnologici rigidamente codificati, portando ad un risultato costante e riconosciuto dai clienti ed utilizzatori di tale prodotto.
La certificazione ISO 9001 provvede ad inquadrare in manuali e documenti i vari metodi adottati, le revisioni annuali verificano che tali metodi vengano seguiti, e che il processo di miglioramento sia costante.
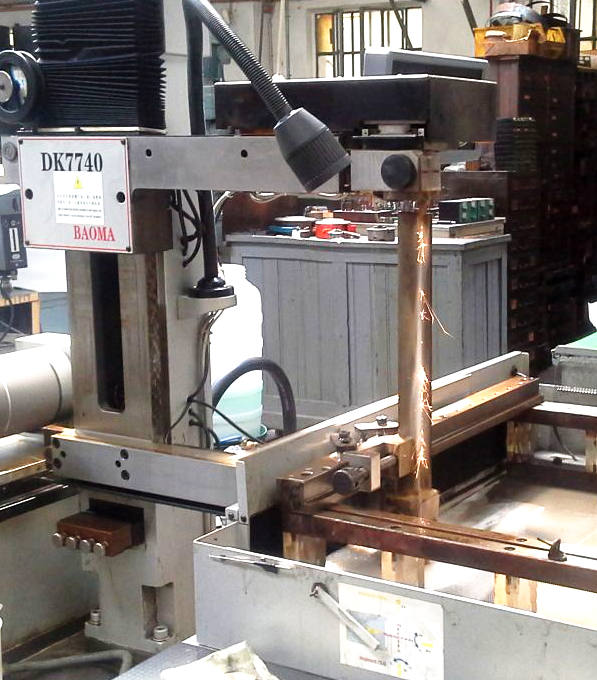
Gia’ alla fine degli anni 90 il fondatore di Baoma Mr. Shao Jianjun aveva chiara la funzione della certificazione, e nei primi anni 2000, aveva proceduto ad organizzare ed a strutturare l’ azienda in modo da rispondere alle regole ed ai metodi piu’ sofisticati che portano alla realizzazione di macchine con una qualita’ elevata e costante.
La percezione che il costo di un prodotto di qualita’, (diverso da molti che ancor oggi vengono prodotti in Cina), avrebbe potuto e dovuto trovare sbocco anche su mercati globali, dove la considerazione della certificazione ISO ha il valore che in Cina non ha, ha spinto anche all’ ottenimento della certificazione ISO 14000, raramente in possesso di aziende simili, nonostante i costi e gli impegni organizzativi richiesti.
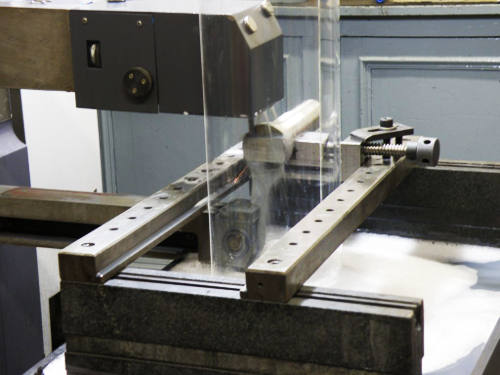
Non solo macchinari, ma anche strumenti di misura e controllo sempre piu’ sofisticati e costosi, e notevoli investimenti per il controllo e la gestione della qualita’.
I numerosi i riconoscimenti ottenuti. ( vedi dettagli ), confermano la lungimiranza della scelta.
Genesi, dopo alcune sofferte esperienze con produttori cinesi tradizionali, all’ inizio degli anni 2000 incontra Baoma.
Subito si evidenzia la differenza tra questo costruttore e le precedenti esperienze.
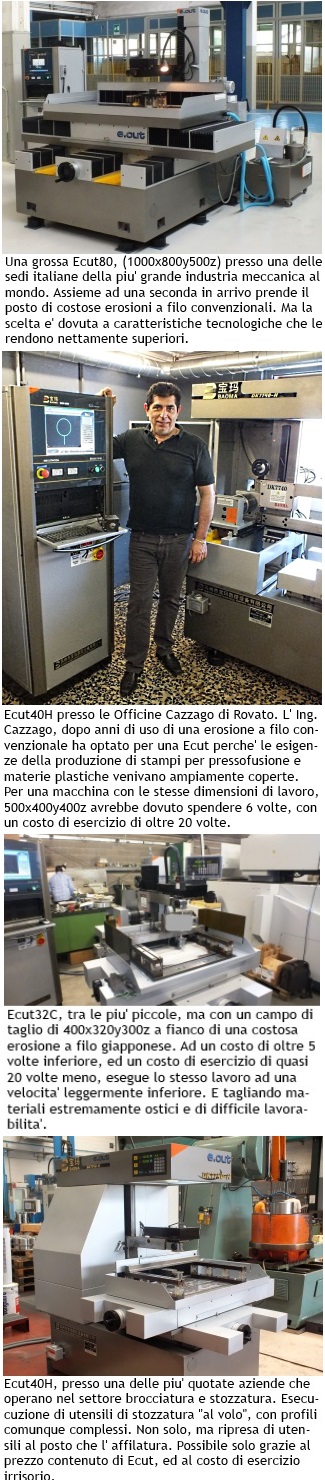
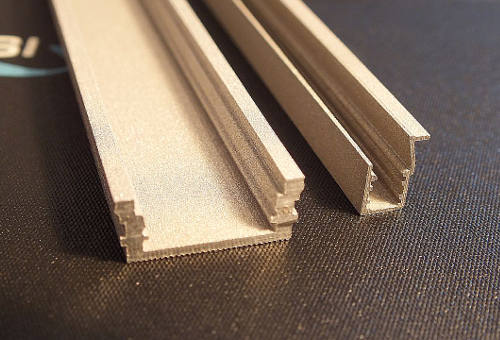
Gia’ dalle prime macchine vendute la costanza della qualita’ del prodotto si mostra, non solo nella finitura delle macchine, ma in tutto il processo, dall’ ordine al trasporto, alla consegna. Dopo poche macchine consegnate si procede ad inviare le macchine direttamente al cliente finale, cosi’ come imballate ed uscite dalla fabbrica.
Puo’ sembrare una ovvieta’, ma cosi’ non e’ !!
Normalmente le macchine arrivano dalla fabbrica, ( spesso da aziende che non sono fabbricanti, ma assemblatori ), vengono sballate, avviate, testate, magari sistemate,e solo POI consegnate al cliente.
Cosi’ non e’ per le nostre macchine. Abbiamo macchine uscite da Suzhou ed andate direttamente ad Helsinki, Londra, Tolosa, Lione, Lugano, Firenze o Bari.

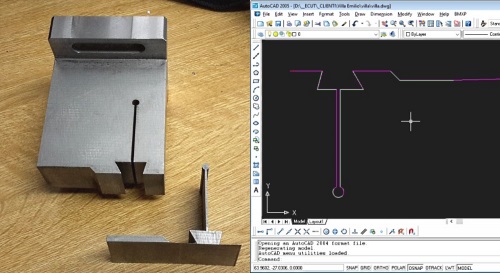
Il gran numero di macchine vendute negli ultimi 15 anni, ( oltre 200 in tutta Europa ) ha portato alla organizzazione ed alla strutturazione del processo che va dall’ esecuzione di test di fattibilita’ fino alla teleassistenza alle macchine installate.
Persone altamente qualificate, ( diplomati e laureati ), sono la base su cui GENESI poggia per fornire un prodotto ed un servizio puntuale e qualificato.
I metodi sono certificati sia nella categoria :
ISO 9001:2015 SETTORE: IAF 29 ( Vedi dettaglio )
per le seguenti attività
COMMERCIALIZZAZIONE DI MACCHINARI E
ATTREZZATURE INDUSTRIALI PROFESSIONALI.
ISO 9001:2015 SETTORE : IAF 18 ( Vedi dettaglio )
per le seguenti attività
ASSISTENZA DI MACCHINARI E ATTREZZATURE INDUSTRIALI PROFESSIONALI.
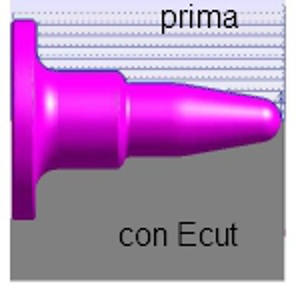
E.cut ™ e’ solo Genesi, se non e’ E.cut ™ non e’ la stessa cosa !.
Diffidate di macchine il cui nome richiama E.cut ™ !!!