With E.cut, the cost is 90% less. Here is an example.
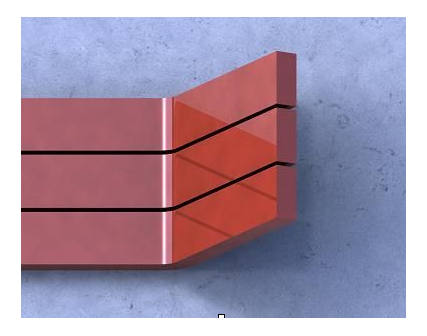
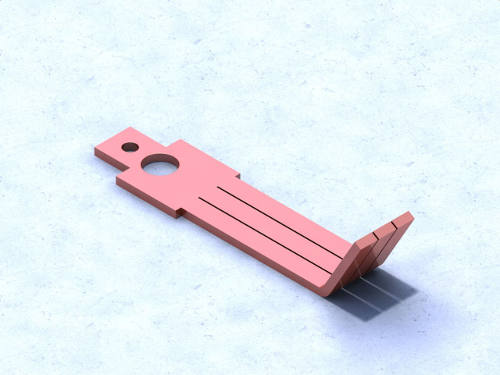
The pieces in the picture are copper contacts. In this case, they must not be produced in such quantities as to justify the investment in a punching tool.
Not only that, but the sampling of a few dozen pieces if performed by conventional machining, cutting and milling, presents difficulties ‘that make it significantly increase the price.
The two cuts separating the contacts had to be of maximum width of 0.2 mm, so even the machining with conventional wire erosion would have had in addition to the already ‘high cost, an additional cost due to the need’ to use a non-standard wire to obtain these slots, with all time to replace wire guide bushings, as well as the waste of wire of less than 0.2 mm in diameter, non-standard, therefore unlikely to be used in the future.
Wire erosion processing was still the only valid method, especially for sampling, and despite the high cost, because it was free of burrs, very expensive to remove on copper after removal processing, and absolutely prohibited in contacts of this type that must support high electrical voltages. ( burrs would be triggered for voltaic arcs ).
E.cut has represented the ideal solution for several reasons that can be traced back to a cost of the pieces that has resulted in a few euros per piece, well over 10 times less than with conventional wire erosion.
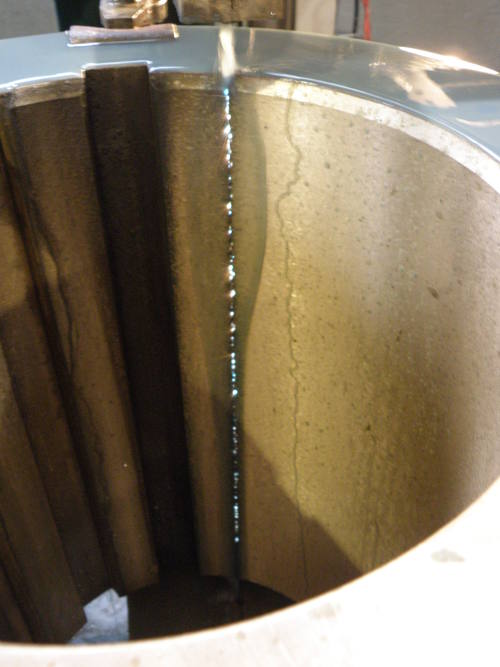
The wire normally used by E.cut is in fact 0.18 mm and causes a cut of 0.2 mm, therefore perfect for the required need. The required sampling of about thirty pieces was obtained in one go, superimposing all the copper plates, so the piece time was a few minutes.
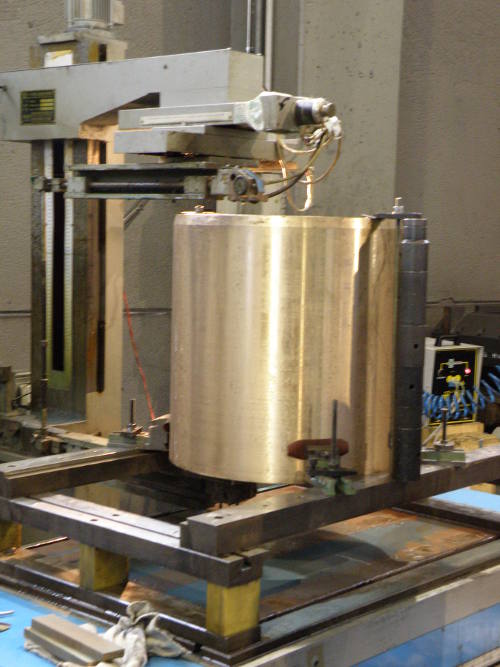
Considering then the hourly cost of management of E.cut, which does not exceed 40 euro cents / hour, and the possibility to work already ‘with the models’ smaller thicknesses of 250 mm, even the production of a few thousand pieces’ was infinitely more’ convenient than with any other method.

The price of the machine, extremely low compared to a wire erosion, allows the purchase even if the use is sporadic and not continuous.
The availability of the new technology in the company then leads to the use of the system for various other processes, which were first carried out by third parties.