Pochi, complicati… e subito.
Queste due corone dentate stavano diventando un problema ! Il modulo non e’ standard, e non c’e’ il creatore pronto. Come al solito il cliente ha bisogno subito.
Certo, una fresatrice a CN, e via. Pero’ lo spessore, ed il materiale particolarmente ostico ne fanno lievitare il costo, al punto da renderlo quasi proibitivo.
L’elettroerosione a filo, quindi. Ma che chi la possiede non e’ li ad aspettare voi,… e poi una erosione a filo ha il suo bel costo!

In molti settori non ci sono grandi numeri, ed Ecut che tra costo di esercizio e costo di ammortamento non supera i 3 €/ora rappresenta una soluzione insuperabile.
Se vi trovate in concorrenza con chi possiede una Ecut, in situazioni simili non avete scampo. L’ordine lo prende lui.
Lasciate perdere gli sterili luoghi comuni sui cinesi che vivono con un pugno di riso. Guardate le immagini qui a fianco. Noterete lo sporco, che e’ quello che salta subito all’occhio!
Ma li’ ci sono solo due persone ( due !! ) che fanno andare 19 macchine, che lavorano giorno e notte. Le macchine, non le persone. Loro fanno le loro 8 ore, come ovunque. Pensate invece quanto costano a voi le persone qui in Italia !!

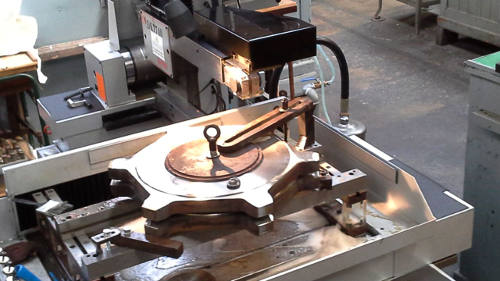
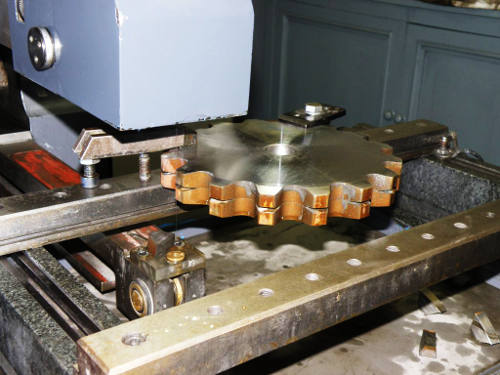
Tornando alle due corone da cui siamo partiti, il cliente e’ arrivato al pomeriggio alle 16, ed alle 21 le sue corone erano finite! La mattina successiva se le e’ portate via !
Due ore e trenta minuti per i sedici denti su 200 mm di diametro , con geometria perfetta, tagliati senza bava alcuna, e senza incrudimenti superficiali !
Se fossero stati dieci pezzi, meglio ancora ! La piu’ piccola Ecut taglia fino ad uno spessore di 300 mm. Quindi messi uno sopra l’altro, un solo piazzamento e per 30 ore la macchina avrebbe lavorato.. da sola.
Il costo totale e’ di circa 7,5 euro… ma il cliente e’ stato ben contento di pagarne 50 !!