Con E.cut il costo e’ il 90% in meno. Ecco un esempio.
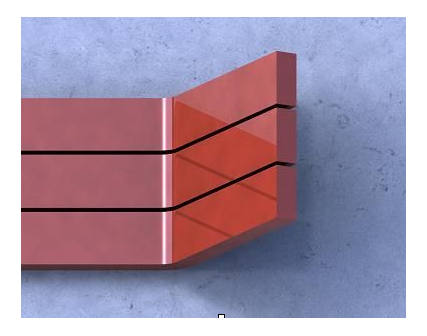
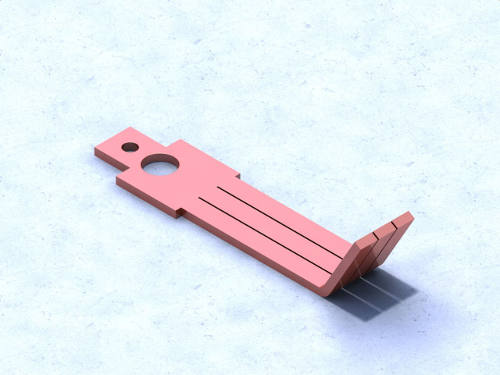
I pezzi nell’immagine sono contatti in rame. Nel caso specifico non se ne debbono produrre in quantitativi tali che giustifichino l’investimento in uno stampo di tranciatura.
Non solo, ma la campionatura di qualche decina di pezzi se eseguita tramite lavorazioni meccaniche convenzionali, taglio e fresatura, presenta difficolta’ che ne fanno crescere notevolmente il prezzo.
I due tagli che separano i contatti dovevano essere di larghezza massima di 0,2 mm, quindi anche la lavorazione con erosione a filo convenzionale avrebbe avuto oltre al gia’ elevato costo, un ulteriore costo dovuto alla necessita’ di utilizzare un filo non standard per ottenere queste fessure, con tutti i tempi per sostituire bussole guidafilo, oltre che allo spreco di filo di diametro inferiore a 0,2 mm, non standard, quindi di improbabile utilizzo futuro.
La lavorazione con erosione a filo restava comunque l’unica valida, specie per la campionatura, e nonostante l’alto costo, perche’ esente da bave, costosissime da togliere sul rame dopo lavorazioni ad asportazione, ed assolutamente proibite in contatti di questo tipo che devono supportare alte tensioni elettriche. ( le bave sarebbero inneschi per archi voltaici ).
E.cut ha rappresentato la soluzione ideale per diverse ragioni che si riconducono ad un costo dei pezzi che e’ risultato di pochi euro al pezzo, ben oltre a 10 volte meno che con erosione a filo convenzionale.
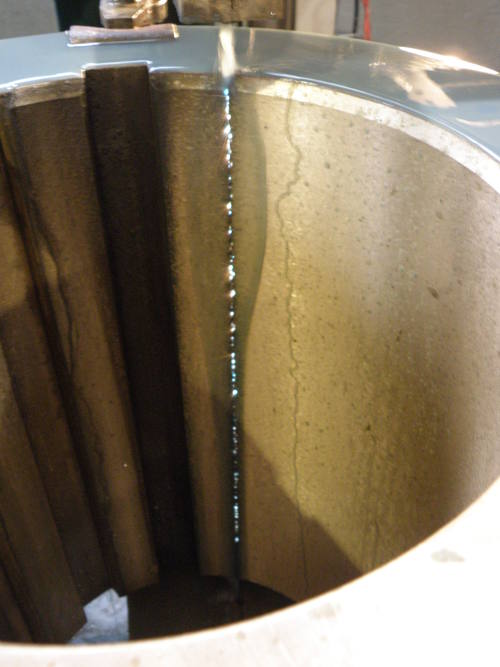
Il filo usato normalmente da E.cut e’ infatti di 0,18 mm e provoca un taglio di 0,2 mm quindi perfetto per l’esigenza richiesta. La campionatura richiesta di una trentina di pezzi e’ stata ottenuta in un colpo solo, sovrapponendo tutte le piastrine di rame, quindi il tempo pezzo e’ risultato di qualche minuto.
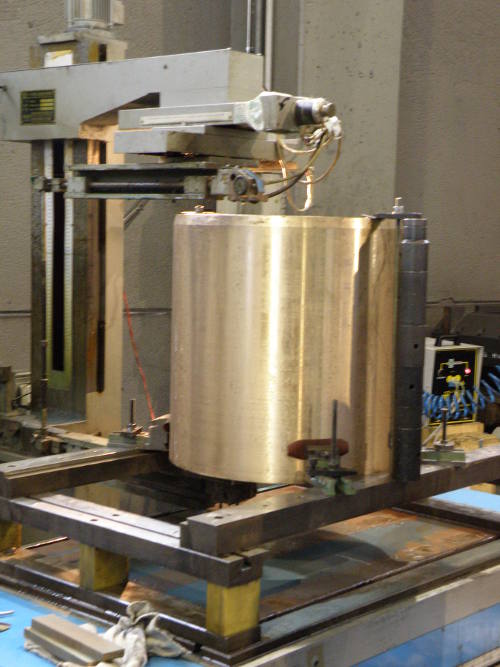
Considerando poi il costo orario di gestione di E.cut, che non supera i 40 centesimi di euro / ora, e la possibilita’ di lavorare gia’ con i modelli piu’ piccoli spessori di 250 mm, anche la produzione di qualche migliaio di pezzi e’ risultata infinitamente piu’ conveniente che con qualsiasi altro metodo.

Il prezzo della macchina poi, estremamente basso rispetto ad una erosione a filo, ne permette l’acquisto anche se l’utilizzo e’ sporadico e non continuativo.
La disponibilita’ in azienda della nuova tecnologia porta poi ad utilizzare il sistema per varie altre lavorazioni, prima fatte eseguire a terzi.