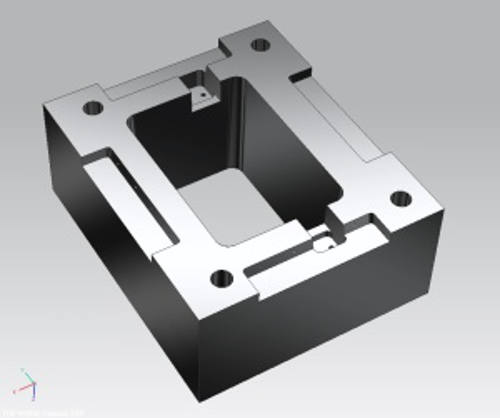
Scavare piastre portastampi, eseguire cave profonde.
Scavare una piastra per ricavare la sede di tasselli e’ una lavorazione basilare nell’esecuzioni di stampi.
Di qualsiasi tipo essi siano, per lamiera, plastica, o pressofusione, l’esecuzione di estese cave, specie quando la profondita’ comincia a diventare elevata, impegna grosse macchine e costosi utensili .
Spesso non sono macchine sofisticate e costose, ma proprio per questo necessitano della presenza dell’operatore. E gli operatori si, sono quasi sempre costosi.
La scomposizione in due piastre, una di fondo, ed una per la cava, permette di utilizzare l’erosione a filo, ma solo avendone una, li,’ ferma ed inutilizzata.
In molte aziende, dove l’elettroerosione a filo c’e’, a volte lo si fa, senza badare troppo ai costi, e con molte limitazioni.
Non sempre le dimensioni della piastra stanno nella vasca della macchina.
Se lo spessore da tagliare va oltre i 150 mm cominciano a diminuire le macchine che possono lavorarlo, e quelle che possono farlo costano di piu’.
Il costo orario di gestione, ( filo di ottone, acqua distillata, resine, cartucce filtranti, etc ), e’ giustificato per lavori con elevate esigenze di precisione e finitura, ma per l’esecuzione di una semplice cava, spesso sono proibitivi.
E.cut non lavora ad immersione, quindi le piastre possono anche “uscire” dal bancale.
Lo spessore massimo che puo’ essere tagliato parte dai 300 mm per le macchine piu’ piccole, fino ai 500 / 600 mm delle piu’ grandi..
Il filo non e’ “a gettare“, e scorre ad una velocita’ di 100 volte superiore ad una normale erosione a filo. Non serve acqua demineralizzata, ne’ resine scambiatrici di ioni, ne’ cartucce filtranti.
I costi orari di gestione sono 10 volte inferiori, non superando i 0,40 €/ora.
Alla velocita’ di oltre 600 mt/min, contro i gli 8 mt/min di una erosione a filo, il filo si “auto pulisce”, eliminando il fastidioso effetto botte.
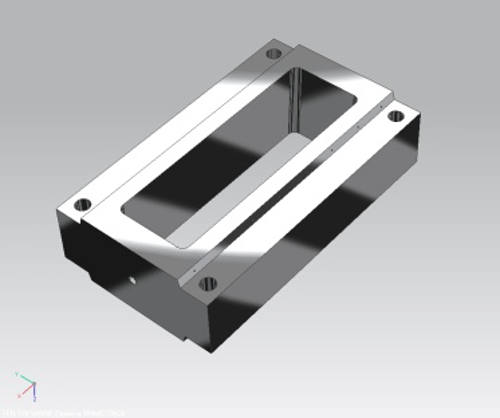
Le pareti possono essere parallele, oppure inclinate, e con la stessa semplicita’ con cui viene eseguita una cava rettangolare, possono essere eseguite cave con qualsivolglia profilo.
I contorni da tagliare possono essere generati direttamente in macchina tramite la parte CAM del CNC, che immessi direttamente in formato DXF.