Prendersi l’ordine !
Perfetti ed impeccabili.
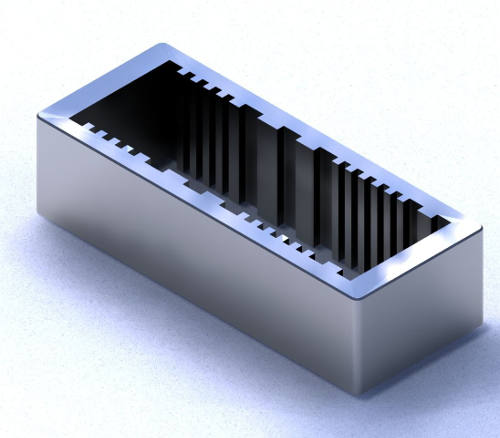
Di fronte ad un pezzo di questo genere ( circa 60×40 mm x 4mm spessore) qualsiasi buon meccanico si ferma a riflettere.
La prima domanda che si pone riguarda la mente di chi l’ha progettato !
Accertatisi che va fatto cosi’, si comincia a pensare a come farlo. Centro di lavoro, broccia per la dentatura del foro, dentatura della semicorona,.. Se poi il materiale e’ ostico, oppure deve essere trattato la faccenda si complica ulteriormente.
Alla fine resta solo l’erosione a filo. Se la si possiede gia’, va bene, altrimenti con lavorazioni tradizionali e’ un bel grattacapo,
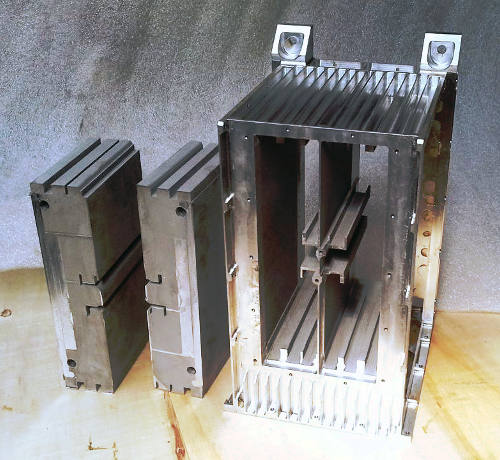
Con l’erosione a filo pero’ il costo e’ comunque elevato. I tempi di asportazione sono quelli che sono, i tempi di piazzamento, con la necessita’ di rispettare orientamenti e fasi, anche. Se mettiamo troppi pezzi uno sopra l’altro per guadagnare un po’ di tempi, c’e’ l’insidia dell’effetto botte, quindi la precisione va a farsi benedire…

Se il vostro concorrente possiede una E.cut, quasi certamente l’ordine lo prende lui !
Con E.cut infatti si possono tranquillamente “impaccare” una cinquantina di pezzi e tagliarli tutti in un colpo solo.
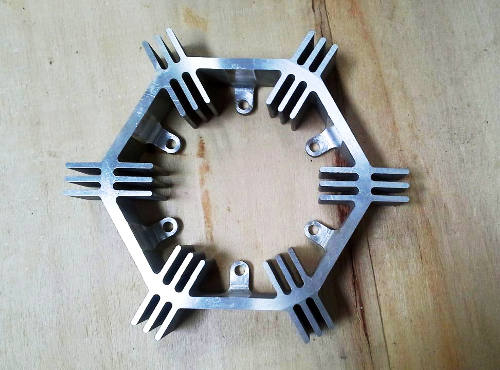
Non essendo presente l’effetto botte, dal primo all’ultimo staranno nel paio di centesimi di tolleranza.
Aggiungete che il costo orario di esercizio e’ oltre dieci volte inferiore, quindi anche effettuando ripassi per portare la rugosita’ fino a 0.8 Ra, il costo finale sara’ comunque estremamente basso.
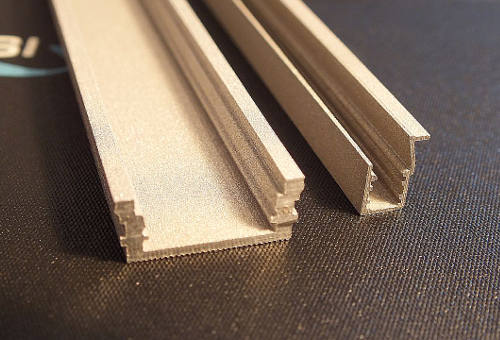
Il costo a voi.
Se al vostro cliente lo fate pagare la meta’ di quanto gli costerebbe con una filo convenzionale, lui e’ molto contento, e voi ci guadagnate comunque mica male!
Probabilmente e’ per questo che chi possiede una E.cut non ci tiene molto a farlo sapere !